

023-6591 0080
134-3605-8418
023-6591 0080
134-3605-8418

手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
公司网址:www.cqkunen.com.cn
地址:重庆市沙坪坝区凤集路28号6幢

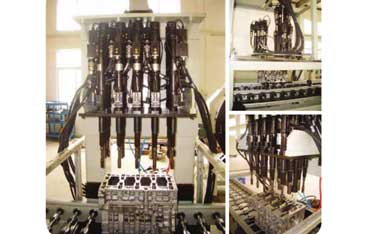
伺服控制精密肘杆压好的导管座圈压装机装机本液压机为新型伺服控制精密压装机,通用性强,适用于冲孔、落料、弯曲、折边、浅拉伸等多导管座圈压装机电话种工序,广泛应用于汽车、航空、电子元件、仪表仪器、电机电器、手表、家用电器、日用五金、模具等行业。采用的主要执行元件—交流伺服电机,是一种受输入信号控制并作快速响应的电动机,其控制精度高,运转平稳,在其额定转速范围内都能输出额定转矩,并且具有2~3倍的强过载能力,控制性能可靠,响应迅速。因此,交流伺服电动机现已广泛地应用于自动控制系统、自动监测系统和计算装置、增量运动控制系统及家用电器中,在这些系统和装置中,它主要作执行元件。
液压机的插装阀好的导管座圈压装机设计使用注意事项1、液压机中的插装阀在作业中,因为复位绷簧力较小,因此阀的状态首要导管座圈压装机电话决议于作用在A、B、X三腔的油液压力,而Pa、Pb由体系或负载决议。若选用外控(即操控油来自作业体系之外的其他油源),则Px是可控的;若选用内控(即操控油来自作业体系本身),则Px也将遭到负载压力的影响。所以负载压力的改变及各种冲击压力的影响,对内控操控压力的搅扰是不免的。因此,在进行液压机中的插装阀体系规划时有必要经过仔细分析核算,清楚了解整个作业循环中每个支路压力改变的状况,特别留意分析动作转换进程冲击压力的搅扰,特别是内控方法。须注重梭阀和单向阀的运用,否则将形成局部误动作或整个体系的瘫痪。2、如果若干个液压机中的插装阀共用一个回油或泄油管路,为了防止管路压力冲击引起意外的阀芯移位,应设置单独的回油或泄油管路。3、应留意面积比、敞开压力、敞开速度及密封性对阀的作业影响。4、因为液压机厂家的插装阀回路均是由一个个独立的操控液阻组合而成,所以它们的动作一致性不可能像传统液压阀那样牢靠。为此,应合理规划先导油路,并经过运用梭阀或单向阀等元件的技术措施,以防止呈现瞬间路通而导致体系呈现作业异常乃至瘫痪现象。5、阀块又称集成块或通道块,它是装置插装元件、操控盖板及与外部管道衔接的根底阀体。阀块中有插装元件的装置孔(也称刺进孔)及主油路孔道和操控油路孔道,有装置操控盖板的加工平面、装置外部管道的加工平面及阀块的装置平面等。

油缸置于机身上方,油缸工作时从导管座圈压装机电话上往下压制,下模静止,上模压制。电气系统采用PLC+触控屏+伺服放大器,配合好的导管座圈压装机液压系统,按照工艺要求发出指令,完成本机工艺循环动作。本机液压系统采用液压集成块油路集成形式控制,以实现工艺要求的循环动作。伺服液压机采用高精密位移传感器检测,机械式限位,伺服调节限位距离,重复定位精度高,可达±0.01mm。与传统同类油压电脑机相比较,定位更精确。伺服电机灵敏度高,响应快速。机器操作更人性化,友好人机介面,压力、位置、速度可在电脑屏上任意设定调节。采用闭环系统控制,压力精度度。在全自动生产模式下可配合自动生产线使用,较传统机型的生产周期可缩短约20%。采用比例液压系统控制,可以满足不同的工艺对速度压力的变化要求,并且运动更平稳。保留传统油压机操作模式。带移动工作台,自动送料,保证操作工人的安全。压制速度快,单个产品压制工作循环为4-5秒。

总之,一切工程领域,凡是有机械设导管座圈压装机电话备的场合,均可采用液压技术,其前景非常广阔。数控压好的导管座圈压装机装机的电气控制功能1.力和位移控制模式:用位移传感器对油缸的上限位置,工进位置,监测点位置进行设定,用测力传感器对油缸的返程力、及其它监测力值进行设定,当位移传感器,或测力传感器损坏时,设备将发出报警。自动转入到普通控制模式,上下限及减速位置等由外置的光电感应开关控制。2.设备至少预留有8个开关量输入点,四个开关量输出点,并可根据具体的产品要求进行选择该点是否参与实际的控制过程。3.设备能自动关机,即在一定时间内如果没有做任何操作的话,设备能自动关机,电机停止工作,且时间可以在0至30分钟内可任意设置,设置需要管理员密码。4.设备软件系统提供两个密码,一个是参数设置密码,权限是参数设置,产品控制和监控程序存储和调出使用;一个是配方参数调用密码,用于操作员调用产品参数生产使用。5.点动的时候,触摸屏要在主画面和参数设置面的明显之处,显示位移传。

龙门压装机机身变形后的修复方法在导管座圈压装机电话龙门压装机的使用过程中,受到温度或是压力等作用,会导致压装机出现变形的好的导管座圈压装机现象,变形虽然不是什么大故障,但也会影响佳的使用效果,所以要对变形的部位进行修复,下面就来给大家介绍下修复的方法。首先,龙门压装机出现变形后,可以借助校正的机械进行修复和纠正,能够大限度的恢复压装机的精度,也能帮助变形的零部件进行修复。还有比较传统的方法,就是刨平热压板,将已经变形而且变形超过了使用标准的零部件拆卸下来,在刨床上刨平,使零件达到要求的精度,也能改善变形的情况。后,可以利用乙块火焰或其他气体火焰,对数控压装机变形的部位进行加热,利用加热后引起的新的变形来校正修复已产生的旧变形。

根据使用班次,定期(2-3个月)检查充液导管座圈压装机电话阀固定螺母,不得有松动。气液增压压床的作用原理和应用范围目前,在各种金属好的导管座圈压装机及非金属管材、板材的冲孔领域,大都采用电动冲床来完成,电动冲床不仅噪音大污染环境、自身复杂的结构部件决定其造价高、维修难度大、维修成本高、机体笨重,而且耗电多。工作时操作复杂,故障率高,安全隐患大。气液增压压床比较卫生,干净!采用的光电保护技术,可以实现安全性能的大幅提升,电脑计数与程序的配合,可以实现无人值守的加工流程,大大提升了工作的效率。气液增压压床利用压缩机产生的高压气体,通过管道将压缩气体输送至电磁阀,通过脚踏开关来控制电磁阀的动作来控制气缸的工作和返回,从而达到冲孔的目的。压缩空气可以存储在储气罐中,随时取用,因而电动机没有空转的能源浪费。
手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
地址:重庆市沙坪坝区凤集路28号6幢
声明:本站部分内容图片来源于互联网,如有侵权要时间联系管理员删除,谢谢!


 渝公网安备 50009802000963号
渝公网安备 50009802000963号