

023-6591 0080
134-3605-8418
023-6591 0080
134-3605-8418

手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
公司网址:www.cqkunen.com.cn
地址:重庆市沙坪坝区凤集路28号6幢
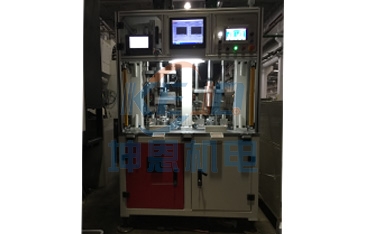
中间轴组件压装机的工作原理涉及多个关键环节,其核心在于通过精密控制动力传递、定位夹紧、压装执行及质量监测等步骤,实现轴类零件与轴承、齿轮等过盈配合组件的可靠装配。以下是基于搜索结果的关键环节分析:
一、动力传递与压力生成
伺服驱动或液压系统
伺服电机驱动:采用高精度滚珠丝杠将伺服电机的旋转运动转化为直线压力,通过编码器和压力传感器实现压力-位移闭环控制,精度可达±0.01mm。
液压系统:液压泵驱动油缸产生高压,通过插装阀、比例阀等控制流量和方向,适用于大吨位压装(如铁路轴承压装需475KN)。
多级压装力控制
部分设备采用二级液压缸结构,分阶段输出不同压力(如先200mm行程定位,再高压压装),兼顾效率与精度。
二、工件定位与夹紧
自动上料与定位
振动料盘自动排列工件,推料气缸(X/Z轴)将工件送至径向定位内六角撑件前端,通过顶针前移胀紧工件内径,确保同轴度。
变速箱中间板压装中,采用可滑动的主/次压盘结构,通过导向滑杆调整压盘位置,实现不移动工件即可多方位施压。
夹紧机构设计
液压卡盘拉杆通过回转液压缸驱动顶针,胀开工件内径;放松时活塞反向运动,推料弹簧复位。
三、压装过程控制
分段压装流程
五阶段控制:快进(定位)→探测(接触检测)→压装(预设速度/压力)→保压(维持时间)→返回原点。
多模式选择:支持恒定速度、准确位置停止、力停止等模式,适应不同工艺需求(如两段压装)。
实时监测与闭环反馈
压力传感器和位移编码器实时采集数据,PLC系统动态调整参数,确保压装曲线符合预设标准。
异常压力或位移触发报警,自动停止并记录故障数据。
四、质量监测与数据追溯
在线质量判定
压装过程中实时生成压力-位移曲线,与标准曲线对比,自动判定合格性(如贴紧压力值保压5秒)。
不良品即时剔除,避免流入下一工序。
数据存储与追溯
压装参数(压力、位移、时间)可存储并通过USB或联网导出,支持生产追溯与工艺优化。
五、安全与维护设计
安全防护
配备安全光栅,操作区域异物侵入时压头自动退回。
液压系统设置溢流阀防止过载,机械结构采用吊柱和轴承连接增强稳定性。
维护便捷性
模块化设计(如可滑动压盘、导向滑杆)便于快速更换部件,日常维护仅需检查润滑和紧固件。
总结
中间轴组件压装机的核心工作原理围绕精密动力控制、柔性定位、闭环压装及智能监测展开,其技术优势体现在高精度(±0.01mm)、高效率(多段压装)和低维护成本(模块化设计)。不同应用场景(如汽车传动轴、铁路轴承)可针对性优化压装参数与结构设计。
手机号码:134-3605-8418
座机号码:023-65910080
公司邮箱:kunenadmin@cqkunen.com
地址:重庆市沙坪坝区凤集路28号6幢
声明:本站部分内容图片来源于互联网,如有侵权要时间联系管理员删除,谢谢!






 渝公网安备 50009802000963号
渝公网安备 50009802000963号